
November 25, 2005
Back to work! The girls are out with friends of ours (Devils Punchpowl, or somewhere....who knows what they're up to). In the meantime, I had a pain in the butt problem to solve. If you remember, I screwed up one of the vertical stabilizer ribs. Not a big deal. The new rib came, and Vans said using blind rivets was OKAY. The PROBLEM is that one of the whole became very oblong. Oblong enough, in fact, that dilling it out to 3/16 will not make it round if you drill on the centerline. Problem is, though, that I only have access from the front of the spar. This means I have to match drill it drilling through the rib first. Problem. The rib has a nice round 1/8 hole in it. So the trick is how do I figure out where to offset the hole in the rib so that I'll end up with a round hole in the spar when I'm done?? I had to think about this one for a few minutes.
I finally ended up taking a shaprie and holding it in this long reach claw thing I have. It's designed to pickup little screws and things when you just can't fit your hand in to do it. They're cheap....buy one :)
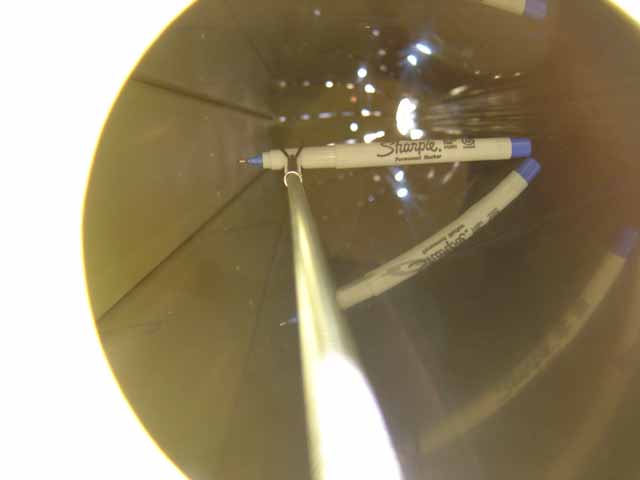
Then I stuck it in through a lightening hole in the root rib. The VS-707 that I need to mark is already clecoed in place. To the left you see the front of the spar. If you look closely, you'll see the row of three holes. The one on the bottom is the one that's oblong. I basically just moved the marker around in the general vicinity of the hole until I was reasonably confident that it had marked the flange on the rib.

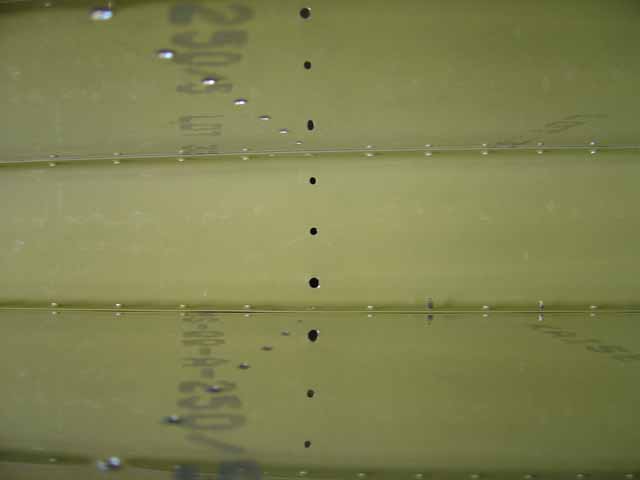
Here's the mark on the rib. You can see why I was worried about this...it's off enough that I was concerned. But now I have my mark. Problem number 2...how do I drill it? Obviously anything I do by hand is just going to walk off into the existing hole. This is a job for the dill press.

First, I had to make a little block. I experimented with my disc sander (you can change the angle of the table to get pretty much anything you want). I found that 18 degrees was about right... For what, you ask?

I needed a way to support the flange while I was drilling through it. Because it wasn't perpendicular to the spar web, I had to bevel this silly angle. Okay, step one down.
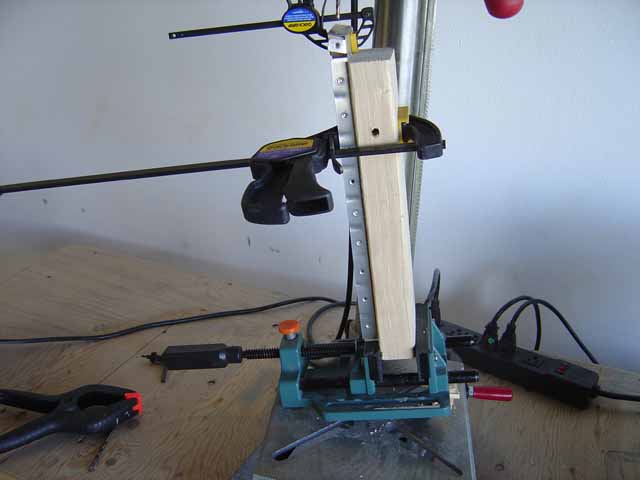
Step two was getting all of this perpendicular to the drill press. The table tilts, but that was WAY overkill. I just stuck some wood under one end of my vice. That was sufficient to stabilize it enough that I could drill it if I was careful.

Drilled out to 3/16. As you can see, there is no remaining marker indicating that the whole in the spar will, in fact, become round again if I match drill it through here. This was the moment of truth.

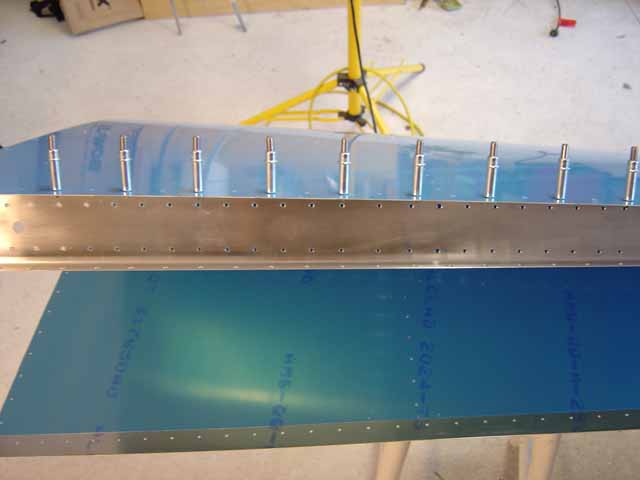
Got all that down, and now I just locally clecoed the rear spar in place so that I could match drill the back of the new rib.
Here's a shot of the spar. Other than the fact there's one big hole, everything looks normal again.
I then went and dimpled the structure in preperation for priming tommorow. What's this? Well, it turns out I completely skipped match drilling every other whole on one side of one of the spars. Doh!! Found it when I tried to dimple. No biggy. I just clecoed through the properly drilled holes and match drilled the rest. Tommorow, I'll pirme everything. The skins will be deburred and dimpled while I'm waiting for stuff to dry after cleaning, or waiting for the primer's induction time, or waiting for parts to dry after priming, or waiting for...well....you get the point.